热门关键词搜索
镁合金压铸、半固态压铸、模具制造、CNC加工、塑胶注塑、冲压加工、后加工处理、表面处理
VR
360
在线360 VR视窗东莞市锐准精密金属有限公司
客服
热线
0769-81025999
东莞市锐准精密金属有限公司
电话:076981025999
邮箱:sales@dgrzjm.com地址:广东省东莞市桥头镇迳联工业区信怡路198号
关注
微信
 关注官方微信
关注官方微信
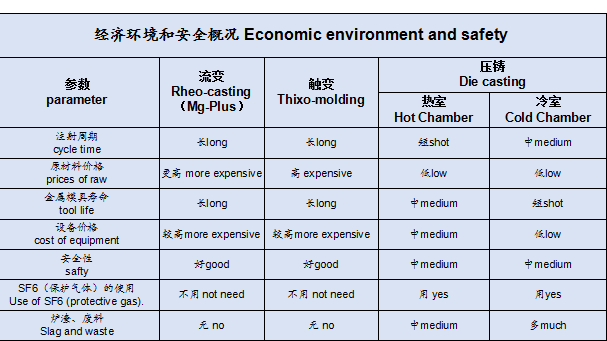
不需要镁合金溶解炉,不需要SF6等保护气体。原材料在料管中分段加热,与外界完全密封,安全环保。员工操作相对安全。
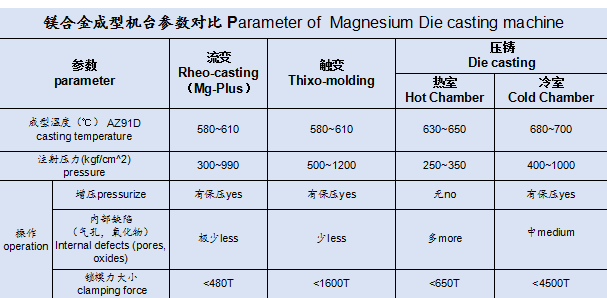
半固态压铸成型温度在600-620℃之间,镁合金呈熔融的状态,金相组织排列较好,铸造出来的产品致密度比较高,强度和性能有所提升。
传统冷室压铸成型温度在680℃,镁合金呈完全液态,流动中容易卷入气体。
针对一些薄壁零件有较好的成型效果,局部厚度可以到0.4mm,大面厚度0.7~2MM不等,骨位高度在1.5MM以内做到最小拔模0.5°,1.5~3MM以内1~2°拔模。
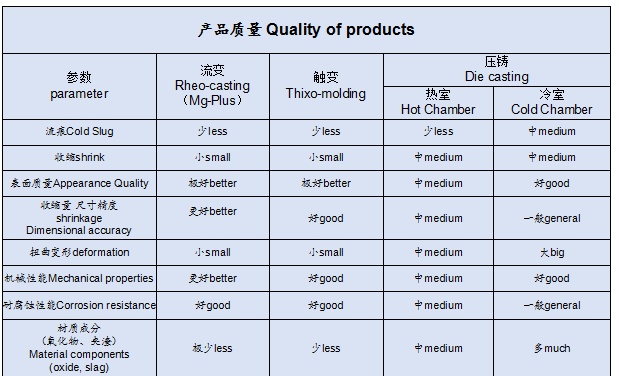
电镀件对表面外观要求较高,电镀前处理表面微孔会放大一些,半固态压铸出来的产品表面沙孔极少,比较适合做镁合金电镀件。 传统冷室和热室压铸件,表面CNC加工或者抛光后致密层被加工掉,内部沙孔很容易显露出来,电镀后比较明显,影响外观。
镁合金从熔化到注射到模具型腔的整个过程完全与外界空气隔绝,避免了空气的进入造成原材料的氧化,成型的产品致密度高,气孔比较少。